Hochgeschwindigkeitsflammspritzen (HVOF)
Der Hochgeschwindigkeitsflammspritzprozess HVOF (High Velocity Oxygen Fuel) verwendet sehr effektiv hohe kinetische Energie und in begrenztem Rahmen thermische Energie, um dichte Schichten mit geringer Porosität und hoher Haftzugfestigkeit herzustellen. Die Schichten haben eine außerordentlich feinkörnige Oberfläche und ihr Oxidgehalt ist sehr niedrig.
Der Prozess verwendet ein Gemisch aus Sauerstoff und einem Brenngas, welches entweder gasförmig oder als Flüssigbrennstoff zugeführt wird. Daher gibt es zwei Arten von Spritzsystemen: Die gasbetriebenen Systeme verwenden, je nach Anforderung des Betreibers Propylen, Propan, Wasserstoff oder Erdgas; bei den Flüssigbrennstoff-Systemen wird Kerosin eingesetzt.
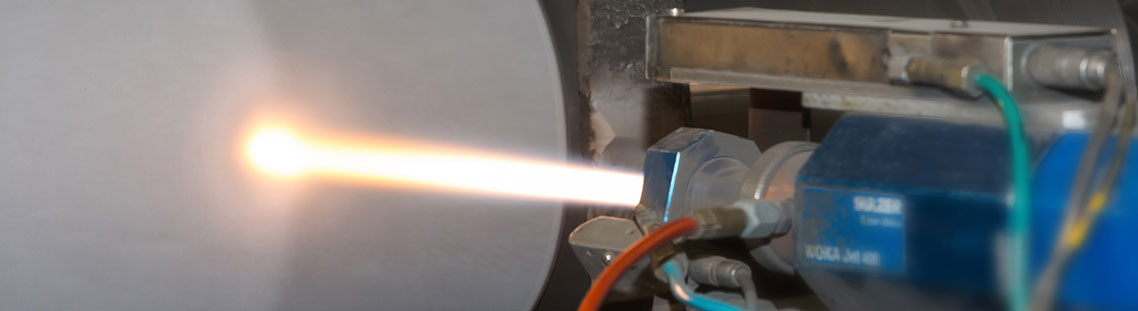
Der entsprechende Brennstoff wird innerhalb der Spritzpistole sorgfältig mit Sauerstoff gemischt, tritt durch eine Düse aus und wird dort gezündet. Der Spritzwerkstoff wird unter Verwendung von Stickstoff als Trägergas in Pulverform koaxial durch diese Düse geführt, von der Flamme umhüllt und daher gleichförmig angeschmolzen.
Durch das mit außerordentlich hoher Geschwindigkeit austretende Gasgemisch (bis zu 8-facher Schallgeschwindigkeit) werden die Pulverpartikel beschleunigt und mit sehr hoher kinetischer Energie aber moderater Temperatur auf die Werkstück-Oberfläche geschossen.
Beim Aufschlag werden die Spritzpartikel stark abgeflacht. Durch die, im Vergleich zu den anderen Thermischen Spritzverfahren, geringe Partikeltemperatur, weisen diese Schichten eine prognostizierbare chemische Zusammensetzung auf, sind nahezu homogen und haben einen feinkörnigen Aufbau.
Sie verlängern in hervorragender Weise die Lebensdauer der beschichteten Bauteile.
Wir haben in unserem Betrieb eine Gasanlage und zwei mit Flüssigbrennstoff betriebene HVOF-Anlagen im Einsatz.
Es können bei uns Bauteile bis zu 8 m Länge in diesem Verfahren beschichtet werden.
-
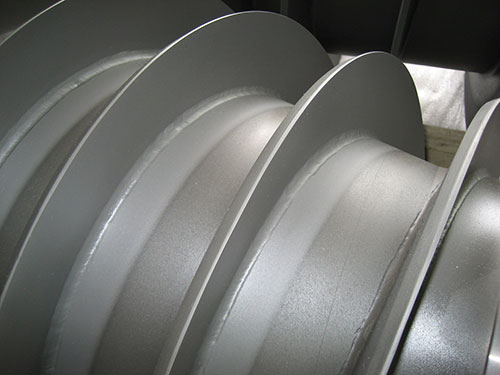
Beschichtete Extruderschnecke
-

Beschichtung einer Kolbenstange